當前位置: 首頁 > 工業電子產品 > 其他電子產品 > 開發板,套件,編程器 > 編程器
發布日期:2022-10-11 點擊率:1086 品牌:組態王_Kingview
三菱FX-20P-E型簡易手持編程器(HandyProgrammingPanel,HPP)是可編程控制器重要的外部設備,它不但可以為可編程控制器寫入程序,還可以用來監視可編程控制器的工作狀態。
一、HPP操作面板和功能
1.FX-20P-E型編程器的操作面板
FX-20P-E型編程器的面板如下圖所示。面板的上方是一個4×16的液晶顯示器。它的下面是5×7的按鍵盤,最上面一行和最右邊一列為11個功能鍵,其余24個鍵是指令鍵和數字鍵。
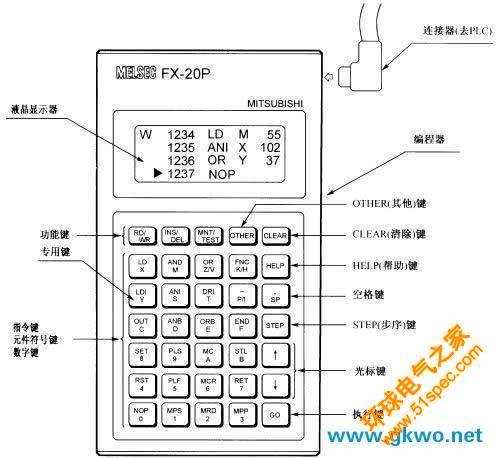
圖FX-20P-E型編程器的面板示意圖
(1)功能鍵
11個功能鍵在編程時的功能簡述如下:
①【RD/WR】:讀出/寫入;【INS/DEL】:插入/刪除;【MNT/TEST】:監視/測試。以上3個功能鍵交替起作用,按一次時選擇第一個功能,再按一次選擇第二個功能,編程器當時的工作狀態顯示在液晶顯示屏的左上角。
②其它鍵【OTHER】:在任何狀態下按此鍵,立即進入工作方式的選擇。
③清除鍵【CLEAR】:如在按【GO】鍵前(即確認前)按此鍵,則清除鍵入的數據。另外,此鍵也可用于清除顯示屏上的出錯信息或恢復原來的畫面。
④幫助鍵【HELP】:按下【FNC】鍵后按【HELP】鍵,顯示應用指令一覽表,再按下相應的數字鍵,就會顯示出該類指令的全部指令名稱。在監視方式下按該鍵時,進行十進制數和十六進制數的轉換。
⑤空格鍵【SP】:在輸入多參數的指令時,用此鍵指定元件號或常數。在監視工作方式下,若要監視位編程元件,先按下【SP】鍵,再輸入該編程元件的元件號。
⑥步序鍵【STEP】:若需要顯示某步的指令,可用此鍵設定步序號。
⑦光標鍵【↑】、【↓】:用此鍵移動光標和提示符,指定當前元件的前一個或后一個元件,作行滾動。
⑧執行鍵【GO】:此鍵用于指令的確認、執行,顯示后面的畫面(滾動)和再搜索。
(2)指令鍵、元件符號鍵和數字鍵
指令鍵、元件符號鍵、數字鍵均為雙功能鍵,上部為指令助記符,下部為元件符號或數字,上、下部的功能根據當前所執行的操作自動進行切換。下部的元件符號【Z/V】、【K/H】、【P/I】交替起作用。
(3)液晶顯示器
在編程時,液晶顯示器的畫面組成如下:

液晶顯示屏可顯示4行,每行16個字符,第一行第一列的字符代表編程器的工作方式。其中:
R(Read):讀出程序;
W(Write):寫入程序;I(Insert):將程序插入光標“ ”所指的指令前;
”所指的指令前;
D(Delete):刪除光標“ ”所指的指令;
”所指的指令;
M(Monitor):監測工作狀態,可以監視位編程元件的ON/OFF狀態和字編程元件內的數據,還可以對基本邏輯指令的通斷狀態進行監視;
T(Test):測試工作狀態,可以對位編程元件的狀態以及定時器和計數器的線圈強制ON或強制OFF,也可以對字編程元件內的數據進行修改。
2.HPP的操作過程
(1)操作準備
用HPP帶的電纜FX-20P-CAB0連接HPP和PLC。
(2)方式選擇
用HPP的鍵操作進行聯機/脫機方式和功能的選擇。
(3)編程
將PLC內部用戶程序存儲器的程序全部清除,然后用編程器的編輯功能進行編程。
(4)監視
監視寫入的程序是否正確,同時確認所指定元件的動作和控制狀態。
(5)測試
對所指定元件進行強制ON/OFF和常數修改。
二、HPP工作方式選擇
1.HPP工作方式選擇
HPP用于FX系列的PLC,它有在線(OnLine,或為聯機)編程和離線(Offline,或為脫機)編程兩種工作方式。
按OTHER鍵,進入工作方式選擇的操作,此時液晶屏幕顯示的內容如下圖所示。其中閃爍的符號“ ”指明了編程器目前所處的工作方式。用【↑】或【↓】鍵將“”移動到選中的方式上,然后再按【GO】鍵,就進入所選定的工作方式。
”指明了編程器目前所處的工作方式。用【↑】或【↓】鍵將“”移動到選中的方式上,然后再按【GO】鍵,就進入所選定的工作方式。
PROGRAM MODE onLINE (PC)
OFFLINE(HPP)
ONLINEMODEFX
1.OFFLINEMODE
2.PROGRAMCHECK
3.DATDTRANSFER
圖在線工作方式選擇圖離線工作方式選擇
在聯機編程方式下,可供選擇的工作方式共有以下7種:
(1)OFFLINEMODE(脫機方式)。
(2)PROGRAMCHECK:程序檢查。
(3)DATATRANSFER:數據傳輸。
(4)PARAMETER:對PLC的用戶存儲器容量進行設置。
(5)XYM..NO.CONV.:修改X,Y,M的元件號。
(6)BUZZERLEVER:蜂鳴器的音量調解。
(7)LATCHCLEAR:復位有斷電保護功能的編程元件。
2.用戶程序存儲器的初始化
在寫入程序之前,一般需要將存儲器中原有的內容全部清除,先按【RD/WR】鍵,使HPP處于W(寫)工作方式,接著按以下順序操作:
【NOP】→【A】→【GO】→【GO】
◇聯機編程方式
1.程序讀出
讀出方式的根據是步序號、指令、指針和元件。
(1)根據步序號讀出(PLC既可以處于RUN狀態也可以處于STOP狀態)
先按【RD/WR】鍵,若要讀出步序號為60的指令,應按如下圖所示的方式操作。
圖根據步序號讀出的基本操作
在上圖中,鍵的表示方法為:
 表示【↑】或【↓】鍵;
表示【↑】或【↓】鍵; 表示數次重復按【↓】鍵。
表示數次重復按【↓】鍵。
(2)根據指令讀出(PLC必須處于STOP狀態)
PLC的指令分為基本邏輯指令和應用指令兩大類。基本邏輯指令的讀出操作如下圖所示。

圖根據指令讀出的基本操作
例【8.1】從PLC中讀出并顯示指定指令PLSM104。
應按以下的順序操作:
例【8.2】讀出數據傳送指令(D)MOV(P)D0D4。
MOV指令的應用指令代碼為12,先按【RD/WR】鍵,使編程器處于R(讀)工作方式,然后按下列順序操作:
(3)根據指針讀出指令(PLC必須處于STOP狀態)
基本操作如下圖所示。

圖根據指針讀出的基本操作
例【8.3】在R工作方式下讀出20號指針的操作步驟如下:
(4)根據元件讀出(PLC必須處于STOP狀態)
指定元件符號和地址號,從用戶程序存儲器讀出并顯示該程序,其基本操作如下圖所示。
圖根據元件讀出的基本操作
例【8.4】讀Y123的操作步驟是:
2.程序寫入(PLC必須處于STOP狀態)
按【RD/WR】鍵,使HPP處于寫(W)工作方式。
(1)寫入基本指令
基本指令寫入有3種情況:
①僅有指令符號,不帶元件。
②指令和一個元件。
③指令和兩個元件。
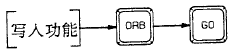
這3種情況的基本操作如下圖所示。

圖寫入功能操作示意圖
例【8.5】輸入ORB指令,其操作如下:
例【8.6】輸入LDX0指令,其操作如下:

寫入LDP,ANP,ORP指令時,在按指令鍵后,還要按【P/I】鍵;寫入LDF,ANF,ORF指令時,在按指令鍵后還要按【F】鍵;寫入INV指令時,按【NOP】、【P/I】和【GO】鍵。
例【8.7】輸入OUTT100K19指令,其操作如下:
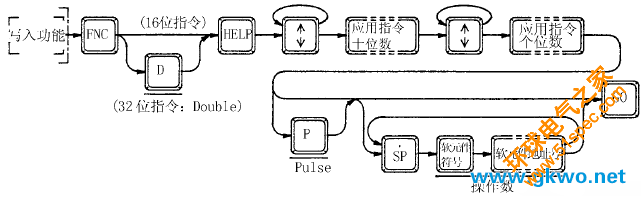
(2)寫入應用指令
輸入應用指令有兩種方法:直接輸入指令號;借助【HELP】鍵的功能,在所示的指令一覽表中檢索指令編號,再輸入。其基本操作如下圖所示。

(a)直接輸入指令方法
(b)借助【HELP】鍵輸入指令方法
圖應用指令寫入的基本操作
例【8.8】寫入數據傳送指令MOVD0D2。
MOV指令的應用指令編號為12,寫入步驟如下:

例【8.9】寫入數據傳送指令(D)MOV(P)D0D4。
操作步驟如下:
![]()
例【8.10】借助【HELP】鍵的功能寫入數據傳送指令(D)MOV(P)D0D2。
操作步驟如下:
(3)寫入指針
寫入指針的基本操作如下圖所示。若寫入中斷用的指針,應連續按兩次【P/I】鍵。

圖寫入指針的基本操作
3.程序修改(PLC必須處于STOP狀態)
(1)修改指定步序號的指令
例【8.11】將某步序號原有的指令改寫為OUTT0K19。
根據步序號讀出原指令后,按【RD/WR】鍵,使HPP處于寫(W)工作方式,然后按下列步驟操作:

(2)指令的插入
按【INS/DEL】鍵使HPP處于I(插入)工作方式,接著按照指令寫入的方法將該指令寫入,按【GO】鍵后寫入的指令插在原指令之前,后面的指令依次后移。
如在200步之前插入指令ORX4,在“I”工作方式下首先讀出200步的指令,然后按以下順序操作:

(3)指令的刪除
按【INS/DEL】鍵使HPP處于D(刪除)工作方式,接著按功能鍵【GO】,該指令或指針即被刪除。
指定范圍的刪除:按【INS/DEL】鍵,使HPP處于D(刪除)工作方式,然后按下列步驟操作:
◇聯機監視/測試
使用HPP可以對各個位編程元件的狀態和各個字編程元件內的數據進行監視和測試。
1.聯機監視
(1)對位編程元件的監視(PLC必須處于STOP狀態)
基本操作如下圖所示。

圖元件監視的基本操作
以監視X10的狀態為例,先按下【MNT/TEST】鍵,使HPP處于M(監視)工作方式,然后按下列步驟操作:

這時屏幕上將顯示出X10的狀態。若在編程元件的左側有字符“”,表示該編程元件處于ON狀態;若沒有,表示它處于OFF狀態。最多可監視8個元件。
(2)監視字編程元件(D、Z、V)內的數據
以監視16位數據寄存器D250內的數據為例,首先按下【MNT/TEST】鍵,使HPP處于M(監視)工作方式,然后按下列步驟操作:

這時屏幕上就會顯示出如下圖所示的數據寄存器D250內的數據。再按功能鍵【GO】,將依次顯示D251、D252等內的數據,且此時顯示的數據以十進制表示。

圖16位元件的監視
(3)定時器和計數器的監視
以監視定時器T100和計數器C99為例,首先按下【MNT/TEST】鍵,使HPP處于M(監視)工作方式,然后按下列步驟操作:

此時屏幕上顯示的內容如下圖所示。圖中第一行末尾顯示的數據K100是T100的當前值,第二行末尾顯示的數據K250是T100的設定值。通過P或R的右側有無“”標記,監視輸出觸點和復位線圈的ON/OFF狀態。

圖定時器和計數器的監視
(4)通/斷檢測
根據步序號或指令讀出程序,可以監視軟元件的觸點和線圈的動作。其操作步驟如下圖所示。

圖通/斷監視的基本操作
在屏幕顯示上,若對應的軟元件的觸點接通或線圈動作時,則該觸點或線圈前面顯示“”標記,如下圖所示。

圖通/斷的監測
三、脫機編程方式
脫機方式編制的程序存放在HPP內部的RAM中,聯機方式鍵入的程序存放在PLC內的RAM中,且HPP內部RAM中的程序不變。
1.進入脫機編程方式的方法
有兩種方法可以進入脫機(OFFLINE)編程方式:
(1)HPP上電后,按【↓】鍵,將閃爍的符號“”移動到OFFLINE位置上,然后再按【GO】鍵,就進入脫機(OFFLINE)編程方式。
(2)HPP處于聯機(ONLINE)編程方式時,按功能鍵【OTHER】進入工作方式選擇,此時閃爍的符號“”處于OFFLINEMODE位置上,接著按【GO】鍵,就進入脫機(OFFLINE)編程方式。
2.工作方式
在脫機編程方式下,可供選擇的工作方式共有以下7種:
(1)ONLINEMODE;
(2)PROGRAMCHECK;
(3)HPP<->FX;
(4)PARAMETER;
(5)XYM..NO.CONV.;
(6)BUZZERLEVER;
(7)MODULE。
選擇ONLINEMODE時,HPP進入聯機編程方式。PROGRAMCHECK、PARAMETER、XYM..NO.CONV.、BUZZERLEVER的操作和聯機編程方式下相同。
3.程序傳送
選擇HPP<->FX時,若PLC內沒有安裝存儲器卡盒,屏幕顯示的內容如下圖所示。按功能鍵【↑】或【↓】將“”移動到需要的位置上,再按功能鍵【GO】就執行相應的操作。其中HPP→RAM表示將HPP的RAM中的用戶程序傳送到PLC內的用戶程序存儲器中,這時PLC必須處于STOP狀態。HPP←RAM表示將PLC內部存儲器中的用戶程序讀入HPP內的RAM中,HPP:RAM表示將HPP內RAM中的用戶程序與PLC存儲器中的用戶程序進行比較,PLC處于STOP或RUN狀態時都可以進行后兩種操作。
3.HPP<->FX
HPP→RAM
HPP←RAM
HPP:RAM
圖屏幕顯示
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


