發布日期:2022-04-27 點擊率:1216 品牌:組態王_Kingview
斷開延時定時器(SF)的梯形圖如圖2-30所示。各個引腳的定義參考SP,SF的時序如圖2-31所示。在S端的負跳沿定時器的定時初值被裝載到定時器字中,定時器開始工作。定時器的輸出端則是在斷開延時定時器S端有正跳沿時開始輸出高電平信號。只要SF輸入端有負跳沿信號,定時器的定時時間就會重新開始,實際上這個過程是定時器的初值被重新裝載到定時器字中。在SF的輸入端有高由平信號或定時器運行期間,SF都會一直輸出高電平。

使用斷開延時完成雙延時關閉功能,當廠房內的燈關閉后,出口燈亮42s,出口燈關閉后,停車場燈再開3s,梯形圖如圖2-32所示。
程序分析:在程序段1中使用的是SR觸發器啟動工廠電燈,I0.0將Q0.0置位,I0.1將輸出Q0.0復位。在程序段2和程序段3中,如果Q0.0為高電平,SF產生輸出,當Q0.0由高電平變為低電平時,定時器開始運行,T1延時2s,輸出信號Q0.1在定時結束時變為低電平,T2延時3min后輸出Q0.2變為低電平。振蕩器在實際的工程應用中可以靈活地實現很多功能,在下面的許多例子中,定時器都用做振蕩器。造紙廠造紙過程中,紙從造紙機到卷紙機,紙的一段需要打上號碼,每12s打一個號碼,這個12s信號就可以由定時器組成的振蕩器循環重復提供。I0.0為啟動信號,Q0.0為輸出信號驅動打號機,該信號要求保持2s,梯形圖如圖2-33所示。程序分析:程序段1和程序段2作為振蕩器為程序段3提供間隔脈沖信號,程序段3中SE在T2的定時脈沖下降沿作用下啟動定時器,并保持定時信號2s。使用定時器完成延時啟動功能。某加工過程中需要固定一個金屬棒,其形狀由3個方向的水壓來控制,開關啟動后系統開始運行,水壓頭A按下,并保持在受壓位置。5s后,第2個水壓頭B從另一個方向按下并保持在預定位置。再經過5s,第3個水壓頭C從第3個方面按下并保持在預定位置。系統停止運行,3個水壓頭松開,部件取走,I0.0系統啟動信號,I0.1系統停止開關,Q0.0為A水壓頭輸出,Q0.1為B水壓頭輸出,Q0.2為C水壓頭輸出,梯形圖如圖2-34所示。

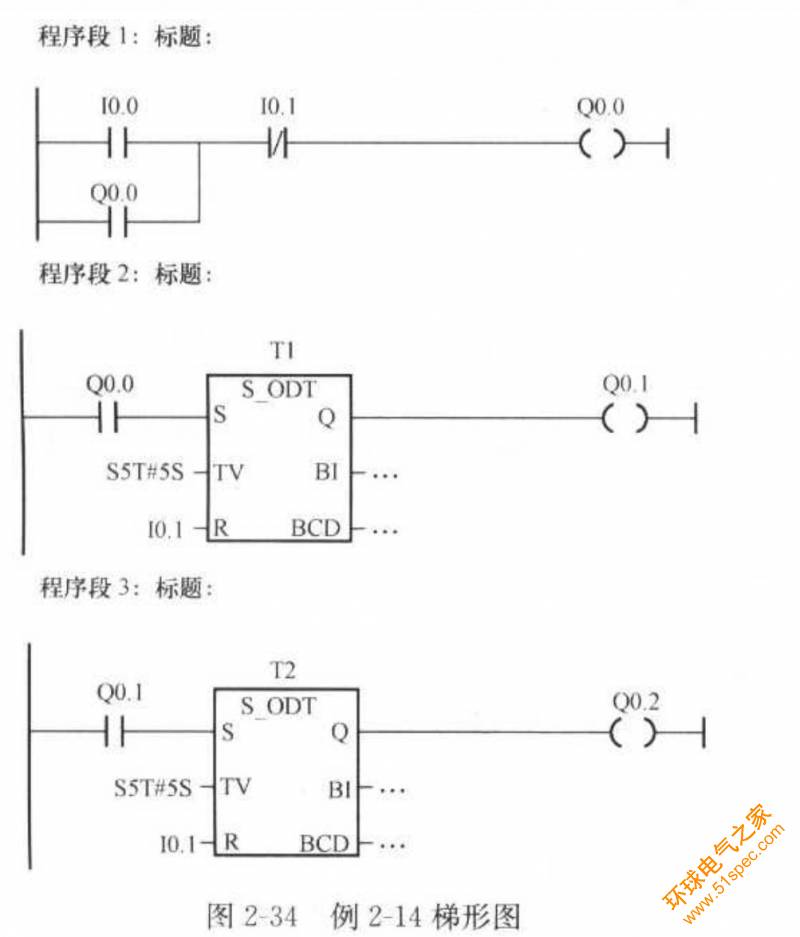
程序分析:程序段1中I0.0閉合A啟動,程序段2中A的輸出觸點信號啟動定時器,5s后接通延時定時器,輸出高電平信號B啟動。同樣,在程序段3中使用B的輸出觸點作為定時器的啟動信號,5s后C打開。在該系統中使用兩個定時器完成延時啟動功能,在更復雜的系統中需要更多的延時,對于3個或3個以上的延時,可以疊加更多的定時器。
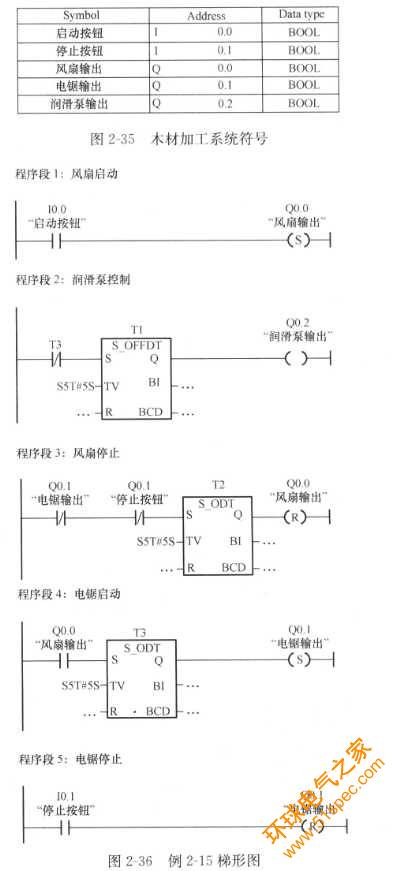
使用定時器完成延時關閉功能。木材加工系統中,使用PLC對電鋸、風扇和潤滑泵進行控制。系統運行過程中要求風扇啟動5s后電鋸和潤滑泵啟動,按下停止按鈕后電鋸停止,風扇繼續運行5s吹走木屑,潤滑泵繼續運行10s,系統的輸入/輸出符號定義如圖2-35所示。系統控制過程的程序實現如圖2-36所示。 程序分析:程序段1中I0.0閉合使用置位指令啟動風扇。程序段2中風扇輸出觸點啟動SD。程序段3中是電鋸啟動的控制程序。同理在程序段4和程序段5中實現潤滑泵的啟動功能。當I0.1常閉觸點斷開,首先在程序段3中,電鋸輸出信號Q0.1消失,并且該信號作為兩個SD T2和T3的啟動信號,T2和T3定時時間到,定時器常閉觸點斷開在程序段3和程序段5中分別在不同的時間將兩個輸出信號關閉。
下一篇: PLC、DCS、FCS三大控
上一篇: MATLAB和Simulink在航


