發布日期:2022-04-27 點擊率:103 品牌:西門子_Siemens
摘要:該論文介紹了WINCC 冗余系統在連續鍍鋅生產線的實際應用,詳細說明了系統的網絡組態、參數設置和調試步驟,并且以實際應用證明了WINCC冗余系統在自動化控制系統里的優勢。
關鍵詞:連續鍍鋅生產線 WINCC 客戶機服務器 冗余
Abstract
This paper introduces that application of WINCC redundancy system in continual galvanization line (CGL), illuminate the detail of network configuration, parameters and commissioning, and this project improves the advantage of WINCC redundancy in automation control system
Key Words: CGL WINCC Server-Client Redundancy
一、項目簡介
近年來,連續鍍鋅生產線(CGL)等薄帶鋼處理線項目成為了鋼鐵行業投入的熱點之一,我公司陸續承接了多個類似的項目,都是以西門子S7-400 PLC,WINCC作為基礎自動化控制核心器件。其中湖南省漣源鋼鐵有限公司的冷軋廠連續熱鍍鋅生產線就非常有代表性。
漣源鋼鐵有限公司位于湖南省中部,1958年建成投產,現已發展為擁有總資產151億元以上、年產鋼450萬噸以上規模的特大型工業企業,是國家“863”高新技術研究發展計劃CIMS應用工程示范單位,國家重點支持發展的300家工業企業之一。
冷軋廠連續熱鍍鋅項目于2003年立項,目標是建成年產鍍鋅帶鋼31萬噸,工藝設備水平一流、產品質量一流的生產線。該線的原料可以適應厚0.25~3.2mm,寬850~1570mm的冷軋帶鋼;全線可以分為入口段、入口活套、中央段(即工藝段)、出口活套和出口段五大部分及原料、成品供應運輸輔助系統組成。
入口段由兩臺開卷機、一臺三片模式焊機和其他輔助設備構成,完成原料的連續供應。最高速度220米/分鐘。
中央段由清洗段、連續退火爐、熱鍍鋅加熱器(即鋅鍋)、鍍層控制系統(氣刀、鍍層測厚儀、模型控制器)、小鋅花、光整機、拉伸矯直機、無水鈍化單元、耐指紋涂機和干燥系統構成,完成冷軋帶鋼的連續退火、鍍鋅、表面質量處理工作。最高速度160米/分鐘。該部分是全線的核心,可以說出入口的所有的所有設備都是為了保證中央段平穩、順利的運行。
出口段由成品飛剪、兩臺卷取機和其他輔助設備構成,以保證成品帶鋼順利、高效的分卷、卸載、包裝。最高速度280米/分鐘。
入、出口活套是為了在入口、出口在上料、卸料時中央段仍然有繼續運行的原料及成品存放區而設置的。
二、控制系統的構成
整個控制系統可以分為L2、L1兩級。
L2主要完成產品原料數據、生產計劃的分發、下放和成品數據的采集、整理,以及全線生產報表的生成查詢工作。
L1是全線基礎自動化控制的統稱,全部選用了西門子產品。中央控制單元由9套S7-416-2DP 和1套S7-315F構成;現場信號采集及動作執行采用PROFIBUS-DP網絡,全線共用了近300個DP子站;交流變頻電機傳動全部使用MASTERDRIVER 6ES70系列變頻器,用CBP2通過DP網絡連接到PLC控制系統。
人機界面(HMI-Human Machine Interface)是在WINCC V6.0平臺上開發的,采用了Server-Client模式,為了提高系統的可靠性降低停機時間使用了冗余功能。
PLC框架、WINCC Servers/Clients、L2 Servers/Clients及具有以太網功能的單體設備之間采用10M/100M/1000M以太網連接,根據設備間的距離遠近分別采用光纜、雙絞線連接。
整個控制系統的以太網配置如下圖所示:

該項目的最大特點就是設備點多面廣,工藝復雜,需要大量的參數設定、狀態監控。如果采用傳統的硬件操作臺點進行控制則很不直觀,而且也需要非常大的硬件投入。所以我們采用HMI操作為主,操作臺操作為輔的方式,即只有線路起停控制在操作臺上,幾乎所有其他操作、狀態顯示、故障診斷、事件記錄、過程數據歸檔等都在HMI上實現。這樣既節省了大量的硬件投入,同時也提高了系統的直觀易用性,隨著硬件線路的減少相應的故障率、維護量也可以大幅度的降低。
但是由此也帶來了一個問題,那就是整個生產線的控制非常依賴于HMI系統,即WINCC服務器系統,如果它發生停機故障那么整個生產線也要發生停車故障,這樣就會造成原料的極大浪費,因此對人機界面(HMI)的穩定性提出了極高的要求。所以在該項目里我們采用了WINCC 冗余服務器的模式。
三、WINCC 冗余系統的設置與實現
一般情況下WINCC 都采用Server-Clients的模式,如圖1沒有Server2時的網絡拓撲:Server1是HMI服務器,它一方面和PLC直接通訊采集、設定數據;另一方面和Clients通訊發布畫面和數據給Clients;而Clients上的所有畫面和數據全部來自Server1。這樣的優勢是做系統開發時只需要在Server1開發一套系統,既可以發布給所有的Clients共享,而且數據管理和維護更合理和方便,可以把管理級和過程級清晰的分開。但是缺點也是很明顯的,那就是一旦Server1發生故障,則整個控制級就無法正常工作。如果能象圖中增加Server2,使其和Server1互為熱備,則可以大大的降低系統的運行風險。WINCC就提供了這樣的解決方案即WINCC冗余系統。
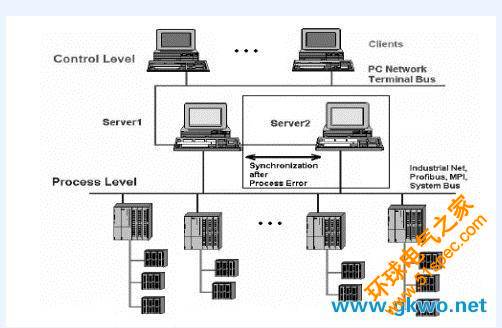
圖1
WINCC冗余系統采用兩臺連接到一起的服務器協同工作,運行期間,兩臺服務器相互監控,可以及時的發現對方是否進入故障狀態,如果一臺服務器發生故障,則所有的客戶端自動切換到仍然正常的服務器,從而保證所有客戶端總可以進行對自動化系統的監視和操作。
在一臺發生故障期間,正常的服務器繼續完成系統內的信息、過程數據歸檔和記錄;當故障服務器正常投入后,故障期間的歸檔記錄會自動復制到恢復后的服務器,從而保證了服務器數據的完整和連續。這一過程也稱作恢復后同步。
冗余系統的基本需求:
1. 服務器需要安裝Windows 2000 Server版,WINCC項目配置為多用戶模式(Multi-user)
2. 系統要求工作在時鐘同步方式下。最好整個系統包括過程級和控制級都進行時鐘同步,最少要在過程級進行時鐘同步。如果控制級也要進行時鐘同步,則需要安裝WINCC的“Time synchronization”選項。
3. 從PLC來的報警信息必須包含時間幀信息,在PLC程序內用報警塊觸發信息就包含時間幀信息。
4. 兩個Server必須分別連接到PLC,這樣下級的過程數據和信息可以并行的傳送到Server
5. 兩個Server都需要安裝WINCC “Redundancy”選項
6. 兩個Server在功能的配置上需要完全相同
7. 每一個用戶歸檔都要指定唯一的字段用來保存最后變化的時間
時鐘同步,簡單的說就是在一個系統內所有的具有時鐘的站點都工作在相同的時間系統上。時鐘同步系統內任一時刻只存在一個主時鐘,其他站點都是從時鐘,從時鐘接受主時鐘的時鐘同步幀信號進行時鐘同步,這個主時鐘可以是WINCC Server,也可以是PLC的CPU。WINCC的時鐘同步可以用WINCC的“Time synchronization”選項方便的進行設置;PLC的CPU可以在STEP7的硬件組態里進行設置。
冗余系統的組態:
冗余系統的前期開發和多用戶系統的開發是完全一樣的,只是在系統投入運行時要進行適當的組態。
具體的設置過程如下:
1. 右擊WINCC 的Redundancy點擊OPEN,打開冗余組態界面(圖2),激活冗余配置,進行相關設置,而后點擊OK退出。

(圖2)
2 打開Redundancy配置環境時,在“server:”的輸入框內系統會自動輸入當前計算機名;除“Active Redundancy”外其他都不可以操作。
2 激活“Active Redundancy”選擇框,其他選項都可以操作了。各項含義如表1:
根據自己項目的實際使用要求和情況進行相關的設置即可。
? 2兩項必須要進行設置。
? 3~8項的設置都會影響到服務器恢復后的系統同步內容,建議采用默認設置,不過為了減少恢復后服務器系統的負擔可以根據實際需要適當地減少同步內容。
? 9項是指當客戶端連接到指定服務器的網絡發生故障(此時服務器未必發生故障)時是否自動切換到冗余服務器,建議激活此項。
? 10項實際上是為服務器相互監控提供了另外一種檢測手段,如果激活此項,則需要在服務器的串口間連接一根串口電纜,此時除了網絡路徑外,服務器間多了一條專用的狀態檢測鏈路,冗余系統的監控更可靠。需要說明的是串口連接只用作狀態監控,而不進行數據同步。

(表1)
當冗余功能設定完畢后,系統會自動生成內部標簽組“Redundancy”,該組內有四個標簽,用戶可以直接用它們進行狀態診斷及信息顯示。
? @RM_MASTER:如果當前服務器是主機,則置位為1;否則為0。
? @RM_MASTER_NAME:當前主機服務器的設備名。
? @RM_SERVER_NAME:客戶端當前訪問的服務器名。
? @RM_OFFLINE_US_NAME:服務器恢復在線后,正在同步的用戶歸檔名。
2. 為客戶機指定首選服務器。配置好計算機和冗余功能,生產了服務器數據(Server Data)后,右擊“Server Data”然后點擊“Client-specific Setting”,打開客戶機服務器指定界面(如圖3),為每個客戶機指定首選服務器,然后點擊OK退出。
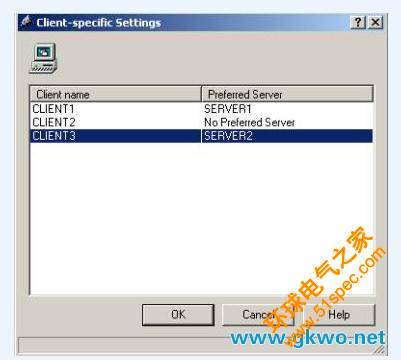
(圖3)
為客戶端指定首選服務器是為了更好的平衡服務器的負擔,指定了首選服務器的客戶端會自動的優先連接到指定的服務器,沒有指定的則始終連接到主服務器上。
3. 退出WINCC管理器,點擊“開始”、“SIMATIC”、“WINCC”、“TOOLS”下的“Project Duplicator”復制出冗余項目到冗余服務器。用“Project Duplicator”復制冗余項目的好處是可以自動的完成另外一臺服務器的冗余配置同時生產完全相同的項目。
至此WINCC冗余項目已經設置生成完畢,可以投入運行了。
冗余系統的工作過程:
當服務器都正常時整個系統的運行拓撲如圖4所示,每臺客戶端PC都連接到自己的首選服務器。此時服務器A是主機;B為從機;客戶端1、2連接當服務器A,客戶端3連接到服務器B。

當其中一臺(如服務器A)發生故障,所有的客戶端PC都自動切換到另一臺(如服務器B)上工作, HMI系統可以正常的運行,而不影響使用。切換完的運行拓撲入圖5所示。
當服務器A在線后,客戶機1連接回服務器A,客戶機2、3仍然連接到服務器B。從這里我們也能看出為客戶機指定首選服務器的作用。

四、項目的運行及應用體會
2005年11月,WINCC冗余系統已經在漣源鋼鐵公司冷軋廠連續鍍鋅生產線調試完成并且順利投入運行。WINCC標簽總量超過6萬,畫面170余幅,報警信息2萬多條,變量歸檔130多個,經過一年多的實際運行,用戶反映良好,沒有因為WINCC服務器故障而造成生產線停車。而且WINCC冗余系統除了增加一套服務器的軟硬件外,不需要增加系統開發的成本,從而用非常小的投入,能夠極大地提高系統的可靠性,對于當前越來越龐大和復雜的自動化控制系統是一種非常好的解決方案。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


