發布日期:2022-08-21 點擊率:75
“機器視覺”的用途很多,隨著20世紀90年代以來光電、自動化和計算機圖像處理技術的迅速發展,機器視覺已在包括汽車制造業在內的很多工業部門得到越來越廣泛的應用。作為一種新穎而又實用的傳感技術,圖像檢測單元近年已實現產品化,一些知名的廠商,如日本的松下公司、德國的西門子公司等都推出了品種規格齊全的系列化產品,包括光源、攝像頭、處理器等,對圖像檢測技術的推廣應用創造了有利的條件。與此同時,所頒布的相關標準不但規范了生產,而且為用戶在不同情形下選用合適的檢測單元,更快、更好地進行系統設計提供了依據。
相比之下,國內在這方面尚處于起步階段,即使在近20年獲得迅速發展的汽車制造業,
機器視覺的應用也相當有限。但通過以下應用實例,可清楚地看出這項新技術的應用前景。
在精密測量中的應用
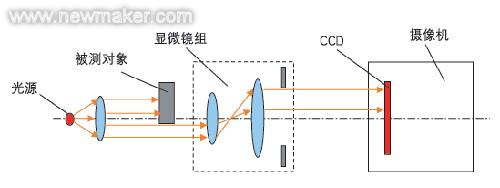
圖1 位移檢測系統示意圖
精密測量是機器視覺一個重要的應用領域,其對被測對象進行測量的原理如圖1所示。檢測系統主要由光學系統、CCD攝像頭和計算機處理系統(圖中未表示)等組成。由光源發出的平行光束照射到被測對象的檢測部位上,其邊緣輪廓經過顯微光學鏡組成像在攝像機的面陣CCD像面上,經計算機進行圖像處理后獲得被測對象邊緣輪廓的位置。如果使被測對象產生位移,再次測量其邊緣輪廓位置,則兩次位置之差便是位移量。顯然,若被測對象的兩條平行的邊緣輪廓能處于同一幅圖像內,則其二者位置之差即為相應尺寸。
上述系統極為適合對大批量生產情況下工件的在線檢測,尤其是當被測對象尺寸較小、形狀比較簡單時,更能顯示其優越性。電子接插件,包括汽車電子產品中的接插件就是典型例子,它們的生產效率和成品尺寸精度都較高,前者可達到每分鐘數百件,而后者多數為0.01mm的數量級。當采用圖1所示系統進行測量時,零件(插腳)所形成的圖像由于與其明亮背景之間的強烈對比,而具有清晰的剪影效果。這樣的理想圖像為準確測量被檢對象的尺寸和輪廓(形狀)特征創造了條件。圖2顯示了一部分沖壓成形的插腳隨著金屬輸送帶通過檢測工位時產生的典型背光圖像。

需指出的一點是,盡管采用的是對零件圖像的邊緣檢測,但根據工件的不同情況,具體做法上仍有差別。如對圖2所示零件(插腳)的圖像上可以設置3條(L1、L2、L3)或多條檢測線,分別采用簡單的閥值法或單雙峰法檢測出零件的邊緣信息。由于3條檢測線之間保持著相互垂直交叉的關系,因此可以通過聯立3線(或多線)的邊緣檢測點確定插腳相對于圖像平面的位置(X、Y)和轉角(?)。這些目標零件的位置信息(邊緣坐標和起始轉角)將傳送給計算機處理系統,以做出相應的評價。
圖像檢測技術用于精密測量的另一個實例是在刀具預調測量中的應用。傳統的檢測方式是光學投影和光柵數顯表相結合,前者用于瞄準定位,后者用于測量、讀數。整個過程需較多的人工參與,對操作人員的要求高,效率卻較低。幾年前誕生的新穎刀具預調測量儀把機器視覺、光柵技術、計算機軟硬件、自動控制技術等有機結合,使傳統的工作方式發生了根本變化,無論在測量精度、操作方便和工作效率上都有了極大的提高。而主要原因就是以機器視覺替代了傳統的光學投影,從而徹底改變了原有的工作模式。
在這種新穎儀器中,作為運動導軌的Z軸、X軸和C(回轉)軸內,分別裝有直線光柵和圓光柵,被測刀具沿轉臺中心線(即C軸)0安裝。機器視覺傳感器位于叉形支架兩側,也就是跨越轉臺的中心線。支架的一端安放光源,而另一端是攝像頭,被測刀具的圖像由攝像頭讀取。
對工件表面缺陷的檢測
對表面缺陷的探測在批量生產的汽車、摩托車、內燃機等行業,迄今基本都采用人工目測方法。這樣的方法不但效率低、勞動強度大,且對工藝標準中規定的定量評定要求往往難以準確執行,從而影響對產品質量的有效監控。
以連桿結合面爆口為例,其評定標準的具體要求是:破口面積小于3mm2;破口任一方向的線性長度小于2.5mm。只要符合上述任一條件,就將判定不合格而被剔除。
必須指出,與以上精密測量中機器視覺系統采用的透射方式(又稱“背光” 方式)不同,用于表面缺陷探測時,需采取圖3所示的反射方式。
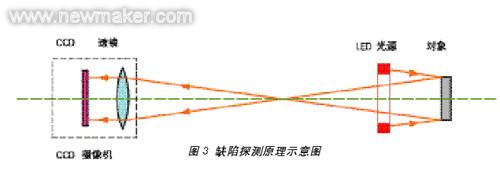
該系統通過一個方形框式LED漫反射光源照亮待檢測工件的破口區域,光線照射到對象表面后,反射到攝像頭內的光電耦合CCD元件上,即轉化成對應的電量信號;圖像處理系統根據電量信號對得到的圖像進行分析和計算,最終得到所需的數據。系統將得到的圖像進行二值化處理后,把二值圖像作為對象進行進一步的計算分析。
在實際使用中,該系統對于灰度的二值化閾值和光源的設定采用比對的方法實現,即用已知的樣件作為標定的參照物。把已知的參照物測量值除以參照物對應的像素值,即可得到像素與實際值之間的對應比例值。通過調整光源亮度以及系統的二值化閾值,對灰度的二值化閾值進行優化,保證系統對對象邊界具有相對較高的分辨率,即優化后的二值化閾值和光源可以使邊界的變化產生盡量大的像素值變化。
根據被測對象的特征(工件形狀、被測部位)和要求,參照視覺系統產品的有關標準,并按照所完成的設計,將能方便地選取合適的圖像檢測單元(器件),組成相應的檢測系統。以連桿結合面爆口為例,其系統的檢測要求如圖4所示,即分別檢測互為15。夾角的A-B-C三個(連桿側面的)破口面,最終以3個檢測結果中的最大值作為破口的真實值,進行判斷后并輸出結果。
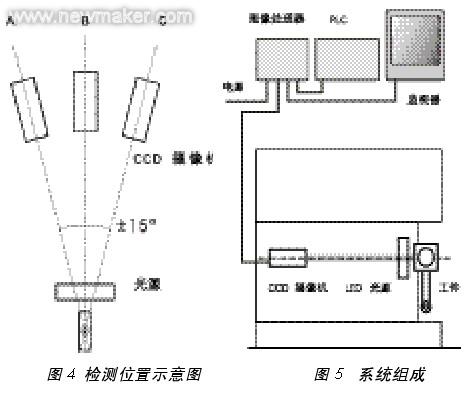
圖5為該系統組成示意圖,其中:
1. CD攝像頭用于采集破口圖像并轉換成數字圖像信號;
2. LED光源用于提供穩定的、均勻的照明,保證取像質量;
3.圖像處理單元的用途是根據需要對采集到的圖像進行處理、分析,同時把分析結果和圖像系統的狀態信息通過RS232接口傳向PLC提供信號輸出和數據交換;
4.PLC控制整個檢測系統各項功能的執行,同時也對圖像處理單元傳過來的數據進行校驗和判斷;
5. 監示器作為人機交互界面,顯示圖像處理系統的狀態和數據分析結果。
在汽車制造業中的應用
用于圖像識別的機器視覺系統的檢測原理雖然與以上表面缺陷探測相似,但作用、目的完全不同。且相比之下,即使在國內汽車制造業中的應用也較前兩個領域為多。
現代工業則已越來越多地采取讓最終產品、甚至半成品(零部件)帶有用于識別的一維、二維條碼。在大批量生產條件下,如何對它們識別、判斷?若依靠人工肉眼檢查,不但勞動強度大,也難免錯檢漏判。另一方面,在生產線、特別是其中那些裝配工序的運行中,為正確完成規定的要求,往往也需解讀一維、二維條碼或識別某些印刷字體;此外,很多情況下,對零件的姿態、位置(方向)也必須進行辨識,特別在采用選擇裝配方式時。
電子標簽也是近年發展起來的一項新技術,它采用機器視覺的識別技術,將涉及發動機的各種質量信息通過讀寫器無線寫入標簽或讀出。在有些發動機生產線的輸送裝置(托盤)上安裝有一個電子標簽,而每個加工或裝配工位則布置有一個讀寫器。讀寫器與PLC或計算機相連。
1. 活塞在缸體內的裝配
圖像識別技術在用于“活塞—缸體裝配工序”時,其主要環節包括:判斷缸體到位并做好檢測準備;探測缸體上緣(準確到位的標志),如果未發現該特征部分,即發出報警信號;在檢測系統中建立坐標系;識別這樣三項內容:活塞的有無,活塞位置的正確性(確切地講是“方位”),活塞頂部表面的標識和字符——用于表明型號、選擇裝配時的組別及其他相關含義。
整個檢測、識別過程如下:發動機被翻轉、裝入活塞,輸送系統使發動機隨托盤向檢測工位移動;當發動機即將到達檢測工位時,由電子標簽讀寫器驗明其“身份”,然后發信號給PLC;而當發動機到達檢測工位,接近開關觸發,PLC給機器視覺系統發出工作指令;如果活塞在缸體內的裝配正確,視覺系統發信給PLC,然后寫入電子標簽,發動機繼續流向下一工位。如果活塞裝配有錯,則視覺系統提示PLC,并通過人機界面報警,顯示屏將指示哪一缸的活塞裝配有錯、何種錯誤。操作者確認檢測結果后,通過使人機界面PLC發出指令將結果寫入電子標簽,并且將發動機直接輸送到返修區域進行返修。整個檢測過程全部自動完成,只是在出現裝配錯誤、發出報警時才由人工干預。
2.主軸承蓋在缸體上的裝配
在四缸發動機的缸體生產線,主軸承蓋在缸體上的裝配是又一個典型示例。5個主軸承蓋的前端部呈不同的臺階狀,各不相同。通過每個零件上的數字標識,按規定順序和方向安裝。由于零件混雜、數量又大,常發生錯裝現象,導致下道工序產生廢品。
為此,在生產線的擰緊裝配工位和翻轉工位之間設置一檢測工位,通過自動識別,判斷裝配結果的正確性。若全部正確,則缸體繼續流向下一工位,否則報警并給PLC發出指令,使生產線停機,將有問題的缸體下線返修。為了適應1件/min的裝配節拍,采用在缸體移動過程中檢測,2個光電視覺傳感器分別前后布置在生產線的上方和一側。前一個為零件定位傳感器,用以自動準確地觸發采樣,后一個用于動態識別5個主軸承蓋的表面幾何形狀。根據預先置入的各主軸承蓋特征參數和采集到的傳感器輸出信號,可確定是否裝錯并指示具體出錯位置。
整個檢測、識別過程為:缸體在完成主軸承蓋的擰緊工序后,沿輥道向檢測工位移動,而兩側導軌的約束作用,保證了零件自動找正位置。當進入檢測工位時,定位傳感器首先探測到第1主軸承蓋邊緣,隨即由另一個傳感器識別其前端部的幾何形狀,經控制器采樣、處理;然后缸體繼續前移,對第2至第5個主軸承蓋進行探測和識別。通過與預置值比較,就可對有否錯裝零件做出判斷。每次探測都有計數和顯示,整個檢測過程在缸體輸送移動中完成,不必額外增加檢測時間。 (end)
下一篇: PLC、DCS、FCS三大控
上一篇: 基于無線技術的齒輪箱

型號:ML200PS1PC
價格:面議
庫存:10
訂貨號:ML200PS1PC

型號:ABH200PSC1B
價格:面議
庫存:10
訂貨號:ABH200PSC1B

型號:GLGD12D
價格:面議
庫存:10
訂貨號:GLGD12D

型號:19C003PG1K
價格:¥8000
庫存:10
訂貨號:19C003PG1K

型號:13C0500PA1K
價格:¥5500
庫存:10
訂貨號:13C0500PA1K

型號:SPT4V5000PS5W10
價格:¥7500
庫存:10
訂貨號:SPT4V5000PS5W10


