發布日期:2022-04-18 點擊率:127
關鍵詞: Control-mind系統銑床 數控銑床方案 解決方案
摘要:銑床是一種應用非常廣泛的機床,其主運動是銑刀的旋轉運動,進給運動一般由工作 臺帶動工件的運動。它可以加工平面、溝槽,也可以加工各種曲面、齒輪等。銑床是用銑刀 對工件進行銑削加工的機床。銑床除能銑削平面、溝槽、輪齒、螺紋和花鍵軸外,還能加工比較復雜的型面,效率較刨床高,在機械制造和修理部門得到廣泛應用。
1.簡介
銑床是一種應用非常廣泛的機床,其主運動是銑刀的旋轉運動,進給運動一般由工作 臺帶動工件的運動。它可以加工平面、溝槽,也可以加工各種曲面、齒輪等。銑床是用銑刀 對工件進行銑削加工的機床。銑床除能銑削平面、溝槽、輪齒、螺紋和花鍵軸外,還能加工比較復雜的型面,效率較刨床高,在機械制造和修理部門得到廣泛應用。
銑床類型很多,包括臥式銑床、立式銑床、龍門銑床、工具銑床、鍵槽銑床等。對于加 工部位是框形平面或不等高的各級臺階,那么選用點位---直線系統的數控銑床即可。如果加 工部位是曲面輪廓,應根據曲面的幾何形狀決定選擇兩坐標聯動和三坐標聯動的系統。也可根據零件加工要求,在一般的數控銑床的基礎上,增加數控分度頭或數控回轉工作臺,這時 機床的系統為四坐標或五坐標的數控系統,可以加工螺旋槽、葉片零件等。
銑床由有幾個主要部分組成.即床身部分,銑頭部分,工作臺部分,冷卻、潤滑部分, 刀庫部分等。各部分控制都由數控系統完成。目前國內多功能銑床、加工中心、復合機床等 高檔機床還在應用國外系統,Control-mind 數控系統具備眾多功能,用于替代國外系統。
2.電氣控制
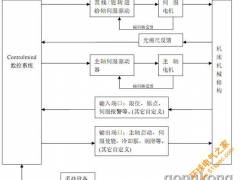
Control-mind 系統用于銑床電氣控制結構圖。
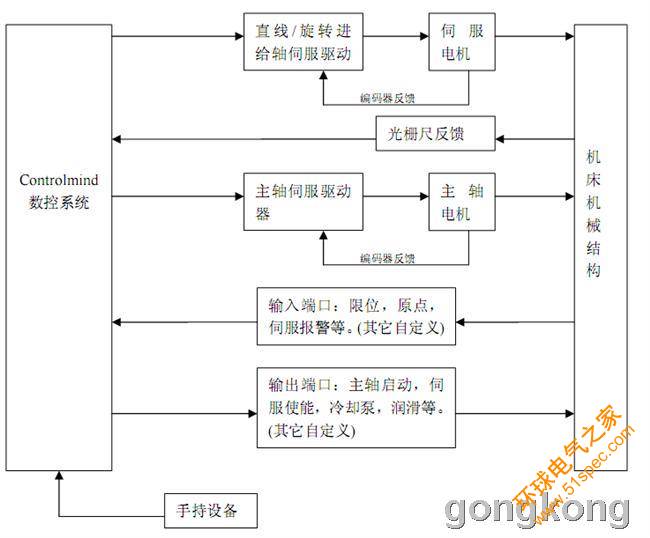
此系統可擴展至 16 軸,5 聯動插補
端子板:4 軸控制接線,16 輸入端口(光耦隔離),16 輸出端口(光耦隔離)

3.系統介紹

3.1 G 代碼格式
識別國際標準 DIN66025 G 代碼,兼容西門子系統 ISO G 代碼文件。可實現點、線、圓
弧、螺旋線、NURBS 樣條、指數曲線等插補,極坐標轉換,數據變換,鉆孔,鏜孔,攻絲
等。
3.2 連續路徑優化處理
Controlmind 預讀多條指令進行處理,路徑結合處平滑處理。 連續多段小路徑
連續多段大路徑

未優化(段與段之間要減速到 0 再加速)
已優化(段與段之間平滑過渡)
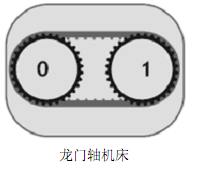
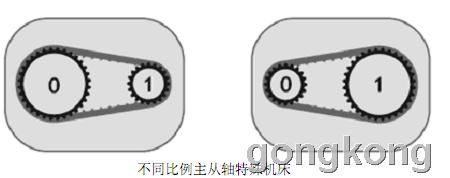
3.3 同步軸控制
可實現兩軸或多軸間的同步,不同電子齒輪比控制。同步運動中實時檢測各軸位置,動 態調整,精準控制。回參考點時同時回零,然后分軸自動調整同步關系。
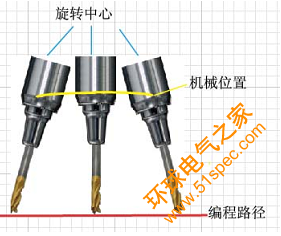
3.4 刀具中心點控制(RTCP):
刀具中心點編程是依據物體表面的坐標值(X,Y,Z,)及進刀方向(B,C)來編程。編程方法 與機床無關,這樣程序就可以在不同機床上執行。運動時系統自動把物體表面刀尖方位 (X,Y,Z,B,C)分解成各個軸的運動量,同時要保證運動高速,精確,平穩,低噪聲。使用 RTCP 加工輪廓時可確保刀具方向始終垂直于刀路。
3.5 多種補償
間隙補償:由于機械原因軸換向時產生機械間隙,通過此補償設置正負值進行間隙修正。跟隨誤差補償:通過高級 pid 算法,降低跟隨誤差,使加工軌跡更接近理想值。
絲杠螺距補償:對進給軸各軸位置分段進行補償,消除機械因制造與安裝造成的誤差。 軸變形補償: 對大型龍門機床的塌腰現象進行補償,提高加工精度。
角度補償:通過坐標變換對傾斜軸進行角度補償。
3D 刀具補償:五軸聯動加工中,刀具半徑與長度補償自動根據工件表面重新計算,簡化 編程提高工作效率。
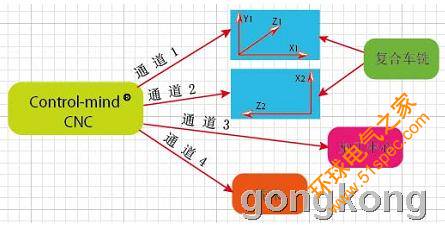
3.6 多通道控制
通道數表示的是一臺數控系統可以處理的加工聯動坐標系的數量。多通道系統中同一臺 機床可控制多個坐標系,進行加工實現車銑復合或者復合車、銑、鏜、鉆、磨等控制,也可控制多臺機床。每個通道都可單獨控制,單獨顯示,操作靈活方便。
3.7 Mtasc 語言
此語言屬于高級語言類似于 C 和 Basic,與 G 代碼相比更靈活、功能更強大,適合設備 生產廠家進行二次開發。
(1).可任意定義各種長度、多種類型的變量和數組;
(2).具有許多常見的數學函數;
(3).具有多種循環語句與多種條件語句;
(4).允許有任意層擴展和嵌套;
(5).可調用自身子程序及其它語言的子程序;
(6).極其方便的 I/O 口操作;
(7).在程序的輸入和編輯過程中可以執行任意一行或幾行程序,可方便地驗證程序及數據的合理性;
(8).大量運動控制專用語句。
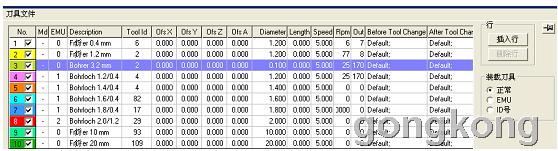
3.8 刀具設置
在 Control-mind 中實現刀具分類管理,解決了如何組織刀具使刀具的存取更方便、如何調度刀具使刀具交換次數?少、如何選配刀具使刀具預備時間?短、利用率?高。刀具磨損 補償、半徑補償、偏移快捷方便的進行設置。并可設置刀具壽命,到壽命后提示或自動換刀。 參數列表顯示,非常直觀。
3.9 刀庫設置
可進行手動,自動刀庫控制,支持盤式、鏈式刀庫。

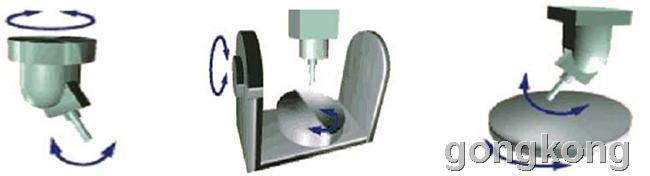
3.10 五軸聯動
支持各種結構的五軸聯動機床,包括刀具回轉型,平臺回轉型,混合型。
3.11 讀取 DXF 文件
可讀取 DXF 文件導入工件輪廓信息,直接生產加工文件,進行加工。DXF 文件若有 多層信息,每層作為一把刀具進行處理。操作者再進行刀具參數設置,對好文件零點,然后就看進行加工。
3.12 刀具測量/工件測量
刀具測量,可對加工刀具進行精準半徑、長度、磨損測量,然后自動進行相應補償,提 高加工精度。
工件測量,將測量頭撞在主軸上能精確對刀,精準進行工件零點設定,批量時進行工件 的偏移,旋轉調整。

3.13 總線功能
此系列系統可以通過 CANbus、ProfiNet、 EtherCAT 等總線方式控制運動軸。。
3.14 銑床專用 G 代碼
G81 鉆孔循環
G82 鉆孔、計數式鏜孔
G83 深孔鉆循環
G84 攻絲循環
G85 G86 鏜孔循環
G73 步進循環
G74 反向攻絲循環
G76 精鏜孔循環
4.總結
此方案已經成功應用于精密銑床,加工中心上。完全可替代西門子系統、發那科系統, 可進行平面、槽、鉆、螺紋、各種曲面等的加工。此方案可以用于工件的粗加工、半精加工、 精加工等各種方式。加工出的產品精度及表面光潔度都達到了客戶要求,生產效率高,操作 方便。
5.聯系方式
MOTEC 中國營業體系
北京科明德科技有限公司
地址:北京海淀區西四環北路 137 號,北一號院 傳真:010-66547015
電話:010—56298855 轉 668 010—56298855 轉 525
網站:www.control-mind.com
www.motec365.com
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


