本文介紹可用于測(cè)量固化和未固化粉末涂料的厚度的技術(shù)。它簡(jiǎn)述了工作原理和相關(guān)行業(yè)的測(cè)試方法和標(biāo)準(zhǔn),并討論了無(wú)紙化質(zhì)量保證(QA)的最新趨勢(shì)。
一、概述
膜厚度測(cè)量應(yīng)該是所有粉末涂布人員(圖1)的常規(guī)工作。定期測(cè)量有助于控制材料成本,管理涂布的效率,并保持表面質(zhì)量。粉末涂料制造商建議可使涂層達(dá)到最佳性能特點(diǎn)的目標(biāo)薄膜厚度范圍并且這些參數(shù)滿足客戶期望。
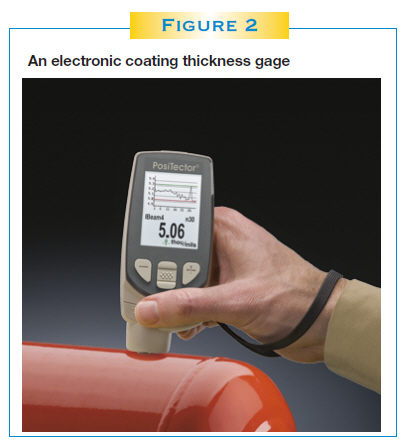
粉末膜厚固化前和固化后的膜厚可以利用幾種不同的儀器進(jìn)行測(cè)量。例如見圖2.每個(gè)粉末涂覆操作應(yīng)該知道什么設(shè)備是可用的,以及如何使用它。
二、測(cè)量膜厚的必要性
薄膜厚度可以說(shuō)是在保護(hù)涂層的應(yīng)用和檢查過(guò)程中的一個(gè)最重要的測(cè)量。粉末涂層專用于由制造商指定的厚度范圍進(jìn)行涂覆實(shí)現(xiàn)其預(yù)期的功能。許多成品涂層的物體和外觀性能會(huì)直接受到干膜厚度(DFT)的影響。DFT會(huì)影響涂層的顏色、光澤、表面輪廓、附著力、柔韌性、耐沖擊性和硬度。如果膜厚不在容差范圍內(nèi),涂布后的組裝件的安裝也會(huì)受其影響。
精確測(cè)量涂層厚度也有其他的好處。是否能滿足國(guó)際標(biāo)準(zhǔn)化組織(ISO)、產(chǎn)品質(zhì)量或客戶的要求進(jìn)行過(guò)程控制,企業(yè)需要確認(rèn)涂層質(zhì)量避免為返工產(chǎn)品花冤枉錢。通過(guò)檢查他們的應(yīng)用設(shè)備,他們保證應(yīng)用的涂層符合制造商的建議。
施涂者必須均勻地涂覆粉末涂料,并且要根據(jù)產(chǎn)品規(guī)格表的要求。施涂過(guò)大的DFT不僅浪費(fèi),而且會(huì)有不完全固化的可能的風(fēng)險(xiǎn),并且會(huì)大大減少涂層系統(tǒng)的整體性能。高膜構(gòu)造通常會(huì)導(dǎo)致粘結(jié)強(qiáng)度低。涂層容易從基材上剝離或破裂。定期檢測(cè)可以減少內(nèi)部返工和因加工缺陷而客戶退貨的數(shù)量。
三、符合標(biāo)準(zhǔn)
粉末涂層厚度的測(cè)量要根據(jù)測(cè)試是在粉末固化之前或之后來(lái)使用不同的測(cè)量方法。美國(guó)社會(huì)測(cè)試和材料協(xié)會(huì)(ASTM)具有一系列的描述這些技術(shù)的標(biāo)準(zhǔn)。
D 4138測(cè)試方法描述了用切片儀器測(cè)試堅(jiān)固底材的破壞性測(cè)量方法。
D 7091操作規(guī)程描述了用磁性測(cè)厚儀和渦流測(cè)厚儀測(cè)量金屬底材的非破壞性測(cè)量方法。
D6132測(cè)試方法描述了用超聲波測(cè)厚儀測(cè)量非金屬底材的非破壞性測(cè)量方法。
D 7378標(biāo)準(zhǔn)描述了三種測(cè)量制備的預(yù)固化粉末涂層的厚度的方法來(lái)預(yù)估固化后的厚度。
四、膜厚度測(cè)量的概要
膜厚測(cè)量可以在固化和交聯(lián)之前或之后進(jìn)行。基底的類型、涂層的厚度范圍、涂層的大小和形狀及作業(yè)的經(jīng)濟(jì)能力決定使用的測(cè)量方法。
在未固化的粉末涂料,高度的測(cè)量可以用粉梳子和使用專用的粉末探頭的電子測(cè)量?jī)x進(jìn)行測(cè)量。由于在固化過(guò)程粉末涂層的厚度會(huì)減少,所以要確定減少的因素來(lái)預(yù)測(cè)固化后的DFT。另外,超聲波儀器測(cè)量未固化的粉末不用接觸表面并且能自動(dòng)預(yù)測(cè)粉末的固化厚度。
固化后,各種手持設(shè)備可在涂層部分上進(jìn)行直接DFT測(cè)量。這些非破壞性的測(cè)厚儀器要根據(jù)底材的類型來(lái)選擇是磁感應(yīng)、還是電渦流或者是超聲波原理。不太常見的方法包括微米測(cè)量,破壞性干膜方法如橫切片,和重量(質(zhì)量)的測(cè)量。

1、標(biāo)準(zhǔn)測(cè)量單位
在美國(guó)粉厚度測(cè)量中使用的正常標(biāo)準(zhǔn)單位是密耳; 1.0密耳等于千分之一英寸(1/1000英寸)。如果制造商的指定厚度為2.0到5.0密耳,該粉末的最終固化厚度應(yīng)為0.002英寸和0.005英寸之間。測(cè)量的公制單位被稱為微米(微米); 25.4微米等于1.0密耳。
涂布器必須要均勻地施涂粉末涂料,并且要根據(jù)產(chǎn)品規(guī)格表。這提供了特定粉末規(guī)范的最大利益。大多數(shù)厚度檢測(cè)規(guī)范適用于粉末的固化厚度,所以我們看到不同厚度的測(cè)量技術(shù)開始出現(xiàn)。
2、固化膜厚度測(cè)量
千分尺是用于檢測(cè)DFT的原始儀器之一,并且仍然在今天被應(yīng)用。它具有測(cè)量任何涂層/底材組合的優(yōu)點(diǎn),但是存在要求同時(shí)測(cè)量裸露基材厚度的缺點(diǎn)。必須進(jìn)行兩次測(cè)量:一次包含涂層,而另一次沒(méi)有。兩個(gè)讀數(shù),高度變化之間的差,是涂層厚度。
有兩種破壞性的技術(shù)也可使用。一個(gè)是通過(guò)顯微鏡觀察切割切斷的截面中的包覆部分并測(cè)量膜厚度。另一種是通過(guò)固化的涂層使用縮放顯微鏡查看一個(gè)幾何切口。當(dāng)不能使用廉價(jià)的,無(wú)損的方法,或者當(dāng)非破壞性結(jié)果需要確認(rèn)時(shí)需要使用這方法。
最普遍的測(cè)量固化粉末厚度的方法就是使用電子DFT測(cè)量?jī)x。它們是手持式、易于操作,并且成本相對(duì)較低。它們根據(jù)材料的類型選擇磁感應(yīng)、電渦流或超聲波原理。
當(dāng)零件是由鋼制成的可使用機(jī)械計(jì)。其采用永久磁鐵和一個(gè)校準(zhǔn)彈簧。該裝置測(cè)量將磁鐵從涂覆鋼表面拉出所需的力。磁拉斷計(jì)是堅(jiān)固耐用,操作簡(jiǎn)單,價(jià)格低廉,攜帶方便,并且通常不需要任何校準(zhǔn)調(diào)整。它們?cè)谝恍┲恍鑾讉€(gè)讀數(shù)的生產(chǎn)場(chǎng)合是比較合適且經(jīng)濟(jì)的替代方法。
由于具有簡(jiǎn)單性、多功能性、準(zhǔn)確性和具有保持記錄功能的原因,電子DFT測(cè)量?jī)x器對(duì)于大型和小型粉末操作都是非常熱門的選擇。他們使用磁感應(yīng)原理測(cè)量鋼底材,使用電渦流原理測(cè)量其他金屬底材。有時(shí)會(huì)集兩種原理于一臺(tái)儀器中。測(cè)試的結(jié)果直接顯示在易于讀取的液晶顯示屏(LCD)上。多種探頭可選擇用于測(cè)量不規(guī)則形狀或精確測(cè)量非常薄或非常厚的涂層系統(tǒng)。
非金屬底材測(cè)量如涂覆的塑料或木材要求使用超聲波脈沖技術(shù)。這為之前行業(yè)無(wú)法以合理價(jià)格進(jìn)行非破壞性質(zhì)量控制提供一個(gè)可能。這種測(cè)量技術(shù)的一個(gè)好處是在一個(gè)多層涂層系統(tǒng)測(cè)量所述各個(gè)層的可能性。

3、預(yù)固化膜厚度測(cè)量。
到目前為止討論的測(cè)量方法已經(jīng)使用在部分固化后的粉末厚度。它也可以,甚至在某些情況下更可取的,在制備后立即測(cè)量涂層以預(yù)測(cè)固化后的粉末涂層的厚度。
如果涂層被不正當(dāng)?shù)厥┩亢螅U呀?jīng)干燥或化學(xué)固化需要昂貴的額外的勞動(dòng)時(shí)間,可能會(huì)導(dǎo)致膜的污染,并可能引入粘合性和涂層系統(tǒng)的完整性的問(wèn)題。制備過(guò)程中測(cè)量膜厚度可確定涂布器是否需要立即校正或調(diào)節(jié)。
4、干粉末的測(cè)量。
雖然大多數(shù)粉末涂料規(guī)格規(guī)定了固化的目標(biāo)厚度,這可以在最終固化和交聯(lián)之前確定施涂的粉末是否符合厚度規(guī)格。
有很好的理由需要一個(gè)準(zhǔn)確的固化DFT預(yù)測(cè)值,尤其是在移動(dòng)線。取決于烘箱的長(zhǎng)度,被固化的部分?jǐn)?shù)量,以及固化過(guò)程所需的時(shí)間和固化后手動(dòng)測(cè)量DFT值的時(shí)間,在操作者為做一些必要的修改而在應(yīng)用過(guò)程中進(jìn)行干預(yù)之前有一個(gè)相當(dāng)充分的延遲時(shí)間。
如果發(fā)現(xiàn)涂層缺陷,相當(dāng)大的涂覆部分不得不在一個(gè)修配環(huán)中重新加工,或者如果重新加工的成本太高,它們甚至可能不得不廢棄。對(duì)于某些操作,對(duì)于滿足現(xiàn)代加工程序的要求這些缺點(diǎn)是無(wú)法接受的。
在預(yù)固化、預(yù)凝膠狀態(tài)時(shí)測(cè)量粉末確保正確的固化膜厚度。這樣能夠在固化前對(duì)應(yīng)用系統(tǒng)進(jìn)行設(shè)置和微調(diào)。反過(guò)來(lái),這將減少?gòu)U料的數(shù)量和過(guò)度噴霧情況。準(zhǔn)確的預(yù)測(cè)能夠避免剝離和再涂層,不然可能會(huì)導(dǎo)致附著力和涂層完整性問(wèn)題。
ASTM D 7378標(biāo)準(zhǔn)描述了測(cè)量涂覆粉末涂層的三個(gè)程序:
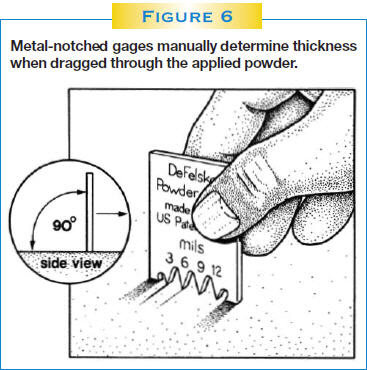
A.硬金屬缺口(梳)計(jì)
B.帶專用粉末探頭的電子涂層測(cè)量?jī)x器
C.非接觸式超聲波儀器
金屬缺口計(jì)。這儀器通過(guò)手拖過(guò)涂覆的粉末手動(dòng)地測(cè)量厚度。與濕膜測(cè)厚儀的工作原理類似,儀器確定的粉末高度值是在做有一個(gè)記號(hào)的、并且有粉末粘附在上面的最高編號(hào)的齒和沒(méi)有留記號(hào)的、沒(méi)有粉末粘附在上面的第二高的齒之間的高度。這些簡(jiǎn)單的工具便宜,但只能精確到幾密爾。測(cè)量能夠在一個(gè)合適的剛性底材進(jìn)行,但記號(hào)將會(huì)在當(dāng)粉末在固化過(guò)程中流動(dòng)時(shí)沒(méi)有被覆蓋的粉末中標(biāo)記。
電子測(cè)量?jī)x。使用專用的粉末探頭儀器能夠測(cè)量涂覆的粉末厚度。內(nèi)置在探頭的微針穿透粉末涂層到底材上。然后將探頭手動(dòng)壓在粉末層的表面實(shí)現(xiàn)厚度測(cè)量。這種方法僅適用于平坦的金屬底材并且可能會(huì)在最終產(chǎn)品留下痕跡。
上述兩種方法僅用于未固化的粉末涂層的高度測(cè)量。但如前所述,大部分厚度說(shuō)明經(jīng)常是指已固化的粉末厚度。由于粉末涂料通常在固化過(guò)程中在厚度減少高達(dá)50%,這兩個(gè)步驟需要為每個(gè)特定的涂層粉末建立縮減因子來(lái)預(yù)測(cè)的固化膜厚度。減少因子的確定是通過(guò)在已經(jīng)測(cè)量的未固化粉末高度的同一位置測(cè)量固化粉末涂層的厚度,然后測(cè)量前后兩者相減獲得。
非接觸式超聲波儀表。 ASTM D 7378的方法C描述了一種相對(duì)新型的儀器,這種儀器已迅速成為干粉厚度測(cè)量一個(gè)流行的解決方案。它是一個(gè)超聲波儀器能夠非破壞性在未固化的粉末上測(cè)量來(lái)預(yù)測(cè)最終的DFT值,并且不會(huì)留下任何影響成品的痕跡。
這些儀器是手持式和電池供電的,對(duì)于大多數(shù)粉末是開箱即可用。他們的操作簡(jiǎn)單和電子設(shè)計(jì)的特點(diǎn)使得其能夠被線路操作者快速且有效地使用。
非接觸是涂層厚度測(cè)量?jī)x具有無(wú)損的決定性優(yōu)勢(shì)。這意味著,測(cè)量之后,測(cè)量的組件可以重新引入到正在進(jìn)行的進(jìn)程中。
五、膜厚度測(cè)量的精確度
這些儀器都是操作簡(jiǎn)單的,一個(gè)謹(jǐn)慎的用戶應(yīng)該定期驗(yàn)證他們的操作,尤其是當(dāng)符合國(guó)際ISO標(biāo)準(zhǔn)規(guī)定程序。這三個(gè)步驟確保最佳的精度值。
1、校準(zhǔn)
涂層測(cè)厚儀的校準(zhǔn)通常是有設(shè)備制造商在受控環(huán)境中進(jìn)行的一個(gè)文件化過(guò)程。校準(zhǔn)證書顯示可朔源到一個(gè)國(guó)家計(jì)量機(jī)構(gòu)就可被發(fā)布。重新校準(zhǔn)沒(méi)有標(biāo)準(zhǔn)的時(shí)間間隔,也不是一個(gè)絕對(duì)的要求,但可以在經(jīng)驗(yàn)和工作環(huán)境的基礎(chǔ)上建立一個(gè)標(biāo)準(zhǔn)的時(shí)間間隔。為期1年的校準(zhǔn)間隔是許多儀器制造商提出了一個(gè)典型的頻率。
2、驗(yàn)證
這是一個(gè)用戶與已知的參考標(biāo)準(zhǔn)進(jìn)行的精確檢查。這個(gè)快速的檢查能夠確保儀器正常測(cè)量和用戶正確操作它。對(duì)于許多測(cè)量?jī)x,精度可以通過(guò)測(cè)量帶有可追溯到國(guó)家計(jì)量機(jī)構(gòu)的分配值的塑料墊片或環(huán)氧樹脂涂層標(biāo)準(zhǔn)進(jìn)行驗(yàn)證。
3、調(diào)整
調(diào)整,或校準(zhǔn)調(diào)整,是校對(duì)測(cè)量?jī)x的厚度讀數(shù)以匹配已知的參考樣品,為提高測(cè)量?jī)x在其測(cè)量范圍的特定部分內(nèi)的一個(gè)特定的涂層的精確度的行為。此操作在粉末涂料工業(yè)很少需要的,因?yàn)樵诜勰┩繉硬牧现械穆晫W(xué)特性變化不大。
六、涂層質(zhì)量控制
在當(dāng)今競(jìng)爭(zhēng)激烈的環(huán)境中,客戶往往會(huì)選擇具有堅(jiān)實(shí)的質(zhì)量控制系統(tǒng)的加工公司。通過(guò)在一個(gè)有記錄和分析DFT結(jié)果的簡(jiǎn)單系統(tǒng)投資,粉末涂布者可以研究趨勢(shì),減少成本,并提供客戶體現(xiàn)他們能夠滿足要求的參數(shù)的實(shí)力資料來(lái)留住客戶。
一個(gè)質(zhì)量保證(QA)程序是指開發(fā)一個(gè)簡(jiǎn)單的程序,要求在每一部分的相同位置進(jìn)行一定數(shù)量的厚度測(cè)量。通過(guò)記錄所有的數(shù)值,然后定期進(jìn)行變化分析,并且采取必要的糾正措施。
通過(guò)筆和紙手動(dòng)收集數(shù)據(jù)不僅耗時(shí)且容易出錯(cuò),而且會(huì)對(duì)涂料項(xiàng)目增加顯著成本。具有測(cè)量結(jié)果存儲(chǔ)功能的測(cè)厚儀消除了這種風(fēng)險(xiǎn)。自動(dòng)化采集讀數(shù)的功能是保持成本在控制范圍,減少人為錯(cuò)誤的最好方法。在數(shù)字格式,數(shù)據(jù)可容易地存儲(chǔ),報(bào)告,和輸出。
1、無(wú)紙化QA
電子數(shù)據(jù)的收集開始于具有以數(shù)字化形式收集測(cè)量數(shù)據(jù)的內(nèi)存的電子測(cè)量?jī)x。一些儀器甚至可以在測(cè)量過(guò)程中通過(guò)將作業(yè)或部分分離到批量存儲(chǔ)器中產(chǎn)生基本的分析,并顯示實(shí)時(shí)平均厚度結(jié)果和最小/最大極限。當(dāng)一個(gè)厚度值超出規(guī)格范圍就會(huì)產(chǎn)生報(bào)警,這樣用戶可以及時(shí)采取糾正措施。
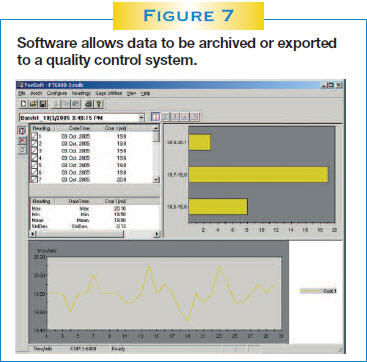
再者,必須將數(shù)據(jù)傳送到一個(gè)軟件程序。一些儀器能夠通過(guò)無(wú)線輸出每個(gè)測(cè)量的數(shù)據(jù)到過(guò)程控制器或個(gè)人計(jì)算機(jī),比較常見的是在測(cè)量結(jié)束后或工作完成后經(jīng)所有的測(cè)試結(jié)果存儲(chǔ)到測(cè)厚儀的內(nèi)存中并將其下載到PC。下載是通過(guò)與通用串行總線(USB)連接線或藍(lán)牙無(wú)線通信來(lái)實(shí)現(xiàn)。這些數(shù)據(jù)的簡(jiǎn)單分析通常需要DFT測(cè)量?jī)x器制造商的軟件。該軟件被安裝在個(gè)人的個(gè)人計(jì)算機(jī)(PC),并直接與厚度測(cè)量?jī)x進(jìn)行通信。當(dāng)厚度結(jié)果下載完畢后,該軟件可以在公司的硬盤驅(qū)動(dòng)器存檔,輸出信息到質(zhì)量控制或統(tǒng)計(jì)過(guò)程控制(SPC)系統(tǒng)ISO或QS-9000記錄系統(tǒng),或選擇格式打印數(shù)據(jù)。 (QS-9000是汽車行業(yè)發(fā)展的質(zhì)量體系要求。)
2、基于網(wǎng)絡(luò)的解決方案
粉末涂層應(yīng)該意識(shí)到一個(gè)新興的趨勢(shì)——一個(gè)簡(jiǎn)單的,基于Web的模型。出產(chǎn)的測(cè)量?jī)x器內(nèi)置了閃存(大存儲(chǔ)容量)且具有將測(cè)量數(shù)據(jù)無(wú)線上傳到云歸檔和能夠與世界上的任何基于Web的設(shè)備共享的功能。
USB海量存儲(chǔ),有效地替代了多種,如串行和并行端口接口。測(cè)量?jī)x可使用USB海量存儲(chǔ)設(shè)備類,它提供了一個(gè)簡(jiǎn)單的界面,在某種程度上類似于USB閃存驅(qū)動(dòng)器,檢索數(shù)據(jù)的相機(jī),或數(shù)字音頻播放器。當(dāng)測(cè)量?jī)x通過(guò)USB連接,任何計(jì)算機(jī)都可以通過(guò)虛擬驅(qū)動(dòng)器的導(dǎo)航瀏覽和下載存儲(chǔ)在測(cè)厚儀內(nèi)存(批次)中的測(cè)量數(shù)據(jù)。使用通用的PC / Mac的Web瀏覽器或文件偵探器查看或復(fù)制存儲(chǔ)的讀數(shù)和圖表。
第二個(gè)發(fā)展是云計(jì)算,對(duì)于任何涉及通過(guò)互聯(lián)網(wǎng)提供服務(wù)的總稱。對(duì)于粉末涂層操作,這意味著軟件,數(shù)據(jù),和處理器存儲(chǔ)在受信任的服務(wù)提供者的服務(wù)器上。

3、云計(jì)算
云計(jì)算有許多優(yōu)點(diǎn),如以下內(nèi)容:
1)上傳的厚度讀數(shù)可以被使用一個(gè)標(biāo)準(zhǔn)的互聯(lián)網(wǎng)Web瀏覽器的世界上任何地方的網(wǎng)站或總公司所操控。
2)數(shù)據(jù)可以通過(guò)Web功能的設(shè)備訪問(wèn),如個(gè)人電腦或蘋果機(jī),智能手機(jī)或平板電腦。
3)圖像和教學(xué)筆記可以下載到涂層測(cè)厚儀提供計(jì)量指引。
4)測(cè)量數(shù)據(jù)可與授權(quán)用戶通過(guò)任何計(jì)算機(jī)和大多數(shù)支持Web的設(shè)備安全登錄共享。
5)硬件,軟件和服務(wù)的成本降低。
6)數(shù)據(jù)備份和災(zāi)難恢復(fù)策略的改善。
7)物理和IT安全是由專業(yè)人員管理。
8)它們是高效,靈活和可擴(kuò)展的。



