發布日期:2022-04-26 點擊率:97
產品質量的優劣受人為因素影響較大,在涂裝施工現場檢査涂裝質量并及時反饋以指導現場生產非常必要。各涂裝生產線對施工現場的涂裝質量越來越重視,因此,在涂裝過程中加強技術檢査,是保證涂裝質量和減少工件返修量的重要手段。在關鍵工序后應設有檢査崗位,做到操作人員自檢和專職檢査人員檢査并舉。按檢査工序在涂裝工藝中所處位置或檢査內容,質量檢査可分為涂裝前處理表面質量檢査、中間檢査和最終檢査。
涂裝前處理是涂裝的基礎,其質量的優劣對涂層性能影響極大。在該工序中要特別注意檢査脫脂清潔度和磷化膜的外觀質量。主要包括以下內容。
a.按涂裝工藝規定的要求,檢査進入涂裝車間的待涂件的表面質量,不合格品應返回前道工序修整。
b.檢査涂裝前表面預處理各工序權液(如脫脂、磷化等)的濃度、溫度、水洗用水的清潔度和噴嘴的噴射量等,及時做好記錄。
c.檢査表面處理后待涂件的表面狀態是否符合涂裝要求。其表面應無殘留油脂、污垢、銹、鹽、堿和水珠等,磷化膜應均勻、致密、結晶細致。
d.應嚴格控制最后一道水洗用水的水質,如磷化處理、電泳和濕打磨等工序,在涂層質量要求高的場合應用新鮮的去高子水清洗,以防水中的鹽積聚在被涂面上,引起涂膜起泡。
e.在表面處理后的整個涂裝工藝過程中,嚴禁用裸手角度模待涂件,以防留下汗水引起涂膜起泡。
中間檢査是指涂裝過程中對底漆、中間涂層等的涂裝質量檢査。主要包括以下內容。
a.檢査各涂層的干燥程度和硬度。
b.檢査各涂層的表面狀態:底漆應均勻,無露底漏涂、針孔、粗顆粒、氣泡等缺陷;月貳子層不應有裂紋、起泡、峰窩等涂膜缺陷。
c.檢査打磨后涂膜的表面狀態:打磨后涂膜的表面應光滑平整,沒有明顯的砂紙紋,并將打磨灰清理干凈。
最終檢査是指涂裝完畢后成品的質量檢査,主要包括以下內容。
a.檢査面漆的顏色、光澤等表面狀態:顏色和光澤應符合標準樣板的要求,面漆表面不應有流痕、顆粒、針孔或縮孔、橘皮、光澤不均等涂膜缺陷。
b.檢査面漆的干燥程度、硬度和厚度:面漆涂膜應干透,膜厚應均勻,并達到技術條件規定的厚度和硬度。
c.對整個涂層的質量定期抽檢,并進行全面性能的測定。可以用隨車掛樣片的方法制備樣板,測定涂層的全面性能(如硬度、附著力、耐候性、耐水性及耐鹽霧性等)。
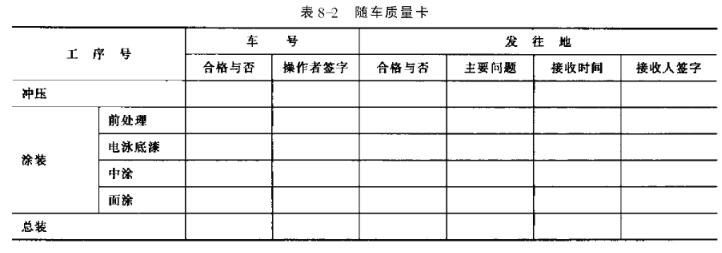
一些廠家,為保證各工序質量,明確責任,建立了隨車質量卡制度。其基本設想是加強各工序間的質量監督,把每一道工序轉到下一道工序的中間品作為該工序的最終產品。在出廠”前,自己做好產品檢査,不讓不合格產品進入下一道工序;“用戶”接收前,也必須做好質量檢驗,不合格的產品必須退回上一道工序。該質量管理卡最終要隨車到用戶手中。隨車質量卡見表8-2,供參考。
檢査方法一般是目測或采用儀器進行不破壞性的檢測。各種檢査工序的設置取決于產品設計對涂層質量的要求和質量等級。對于不同用途的涂層,所檢査的重點內容差別比較大。如以裝飾性為主的涂層,重點檢査影響裝飾性方面的涂膜缺陷,如橘皮、麻點、流掛、豐満度、光澤度及涂膜的完整性等;以防腐性為主的涂層,重點檢査影響防腐蝕性方面的涂膜缺陷,如涂膜的完整性、附著力和厚度等。因此,檢査內容和檢査工序的設置應根據具體情況靈活掌握,一般在對涂裝質量起決定作用的重點工序后設置技術檢査工序,如磷化、電泳、刮膩子、打磨和涂面漆等。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV

型號:4139.140
價格:¥1600
庫存:6
訂貨號:4139140


