發布日期:2022-04-18 點擊率:84
(1)用萬用表判斷三極管的極性和好壞,電解電容C的極性及好壞。
(2)根據圖,把元件焊接在PCB板上相應的位置。
焊接的步驟及方法如下(如圖所示):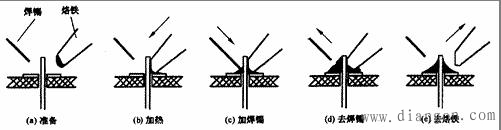
圖1 焊接五步法
A.從烙鐵架上拿出電烙鐵,以45度靠緊焊接面進行預熱;
B.然后將焊錫絲同時伸向被焊的組件腳及焊盤,一起接觸被焊處;
C.焊錫絲熔化,向焊接處推入焊錫絲,使焊錫潤濕焊盤與組件腳,當焊點上的焊錫成圓錐形時即抽離焊錫絲,應控制焊錫絲的熔化量不能過多,以免造成浪費,整個過程持續約2~5秒;
D.在焊錫完全熔化后,移去烙鐵頭。如焊錫過多,可把烙鐵頭上的焊錫甩干凈,然后不用焊錫絲或極少量的焊錫絲重焊一遍,移去時正好吸去多余的焊錫;
E.如果焊點有連焊,也應將焊錫線(其中有助焊劑)與烙鐵頭一起接觸在連焊的焊點之間,待焊錫絲與助焊劑一起熔化后,移去焊錫絲,再將烙鐵頭側放著向下移走,吸去多余的焊錫;
F.如果要用電烙鐵去除焊盤孔中的錫(即挑孔),應該將印制板拿高,把烙鐵頭置于比印制板低的位置,將烙鐵頭在焊盤孔上擦幾下,可以將焊盤孔中的焊錫吸流到烙鐵頭上去。如果印制板較小,可以用烙鐵將焊盤上的錫熔化,然后迅速開烙鐵,將印制板在工作臺上輕敲一下,使焊盤上的熔錫振落;
G.將烙鐵頭上的多余焊錫甩在廢錫盒中,再將電烙鐵插入烙鐵筒中。
H.正常焊接時,電烙鐵與平面應保持角度是45度。
I.手拿錫線時,錫線頭長度應留出3~5CM。
J.焊點的標準是:焊點呈錐形,焊錫要適量,表面有光澤,光滑,清潔等。
K.常見的不良焊點有:虛焊,假焊,漏焊,錫球,錫尖等。
L.烙鐵尖上有錫渣時在焊錫棉上擦掉,焊錫棉要清洗干凈,使用時要保持濕潤。
M.烙鐵使用后必須放在烙鐵架上,不充許傳遞,防止意外燙傷。
N.組件腳突出線路板太短會導致錫球或虛焊。
O.排焊時,要把握用錫量,速度要快,拖到最后點應還有助焊劑。
P.防止不良焊點的發生除要正確有焊接技術外,還應注意待焊接面必須是清潔的,如發現待焊接面不潔凈,必須先處理光亮后,方可重焊。
焊接注意事項如下:
A.焊接時間不宜過久,但要完全熔著,以免造成冷焊。
B.焊點的表面要平滑、有光澤。
C.焊點完全冷卻前,不可移動。
D.電烙鐵不用時要放置于電烙鐵架上,并隨時保持烙鐵頭的清潔。
E.焊接完畢,要在烙鐵頭鍍上薄層焊錫,避免氧化,并等冷卻后再收存。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV

型號:24AA02E64-I/SN
價格:面議
庫存:10
訂貨號:24AA02E64-I/SN

型號:R900019741 VT 11019-1X/力士樂閥放大器
價格:面議
庫存:10
訂貨號:R900019741

型號:LX3302AQPW-EASY
價格:面議
庫存:10
訂貨號:LX3302AQPW-EASY
型號:PLC-AC-COUPLER
價格:面議
庫存:10
訂貨號:PLC-AC-COUPLER
型號:NUF2101MT1G
價格:面議
庫存:10
訂貨號:NUF2101MT1G
型號:NUF6010MUT2G
價格:面議
庫存:10
訂貨號:NUF6010MUT2G


