發布日期:2022-04-18 點擊率:31
PCB行業越來越多地使用高頻高速板材來滿足信號傳輸速度、信號完整度及阻抗匹配等特殊要求。聚四氟乙烯是一種廣泛應用的高頻材料,該材料具有優秀的電氣性能。但由于PTFE材料自身的特性,在PCB槽孔機械加工過程中,很容易出現孔邊銅皮起翹、槽孔變形損傷以及角孔邊緣纖維絲去除不凈等問題。本文著重從銑床加工參數優化和鉆床加工參數優化兩方面入手,選擇最優化的加工方式和加工參數,期望可以提高PTFE系列板材槽孔加工品質。
PCB設計中,目前使用的高頻材料,都是以PTFE為主體,混合玻璃纖維布或者陶瓷等其他不同填料制成,以使材料的介電常數、介質損耗等性能指標滿足高頻設計需求。但由于PTFE材質的特性差異,對于PCB機加工是個巨大的挑戰,雖然材料供應商們竭盡全力的改進填料配方,降低其機加難度,但到目前為止其加工難度和成本依舊高于普通的FR-4材料。各大PCB供應商也在致力于PTFE材料機械加工工藝的革新,期望可以降低機加工成本,提高加工效率,但大都不太理想,槽孔作為印制電路板機加工常見的一種工具孔,在高頻材料加工時也不可避免的遇到了麻煩。
槽孔類型
槽長度分類:槽孔有短槽、長槽。長度在寬度兩倍以下的槽為短槽,以上的槽為長槽;
槽孔形狀分類:圓角槽孔和直角槽孔。
槽屬性分類:NPTH槽和PTH槽。
本文討論的槽孔為PTH屬性的圓角槽孔和直角槽孔加工方式。
改進方向
常規的生產方式是通過鉆槽孔或銑槽孔完成槽孔機械加工。無論鉆槽孔還是銑槽孔,槽孔均容易產生邊緣毛刺,沉銅板電時鍍銅層附著在PTFE毛刺上,同時迅速生長銅刺,嚴重的甚至完全堵塞槽孔,影響槽孔功能。本論文通過對鉆槽孔或銑槽孔進行對比實驗,尋找合適的作業方式及作業參數,來提升槽孔加工質量及效率。
鉆槽孔,是通過鉆機使用硬度比鉆刀硬度更高的槽刀按照所需槽孔的寬度和長度有規律的鉆孔形成槽孔。鉆槽優化方向,從鉆槽作業參數優化和鉆槽工程資料優化兩方面著手。通過鉆孔作業參數優化,減少每次鉆孔時孔內及孔邊上的毛刺;通過工程資料優化,期望可以通過改變鉆孔路徑,減少甚至去除孔與孔相接處的毛刺殘留。
銑槽孔,是通過銑床使用銑刀按照一定的路徑進行切削形成槽孔。銑槽優化方向,主要通過刀類型的選用、銑床作業參數和工程資料三方面著手,減少槽孔毛刺,滿足品質要求。
鉆槽工藝優化
一、現狀
在前期生產過程中,槽孔經常會有毛刺堵孔(如圖1),需要人工手工修理,不僅影響產品交期,而且影響品質,容易因修理不良造成孔無銅,影響客戶元器件插件和焊接;即使客戶讓步使用后,對于天線類產品信號的調試也有一定的影響。
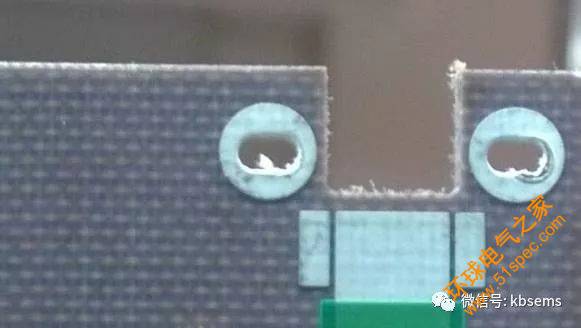
圖1 有毛刺的槽孔
二、鉆槽孔毛刺產生的原因:
現有的PTFE板料,鉆孔時未被切碎的纖維絲會纏繞在鉆刀上,使得鉆刀排屑性能下降,從而引起更多的纖維絲纏刀,造成孔壁粗糙,孔邊披鋒嚴重等不良現象。所以鉆孔參數的優化目的,就是確保可以最大限度的割碎板材內的纖維絲,保證在生產過程中,鉆刀不被纖維絲纏繞。
三、鉆孔參數優化
優化鉆孔參數,選取PTFE材料常用的0.3mm、0.8mm、1.2mm、2.4mm、3.2mm幾個孔徑進行參數對比試驗,沉銅板電后切片確認孔壁粗糙程度,來確認鉆刀工作時對板料的切割是否可以滿足品質要求。試驗材料:某供應商2.0mm 1/1、介電常數2.65。試驗參數及結果對比表如下表1:
表1 原鉆孔參數與新參數孔粗對比
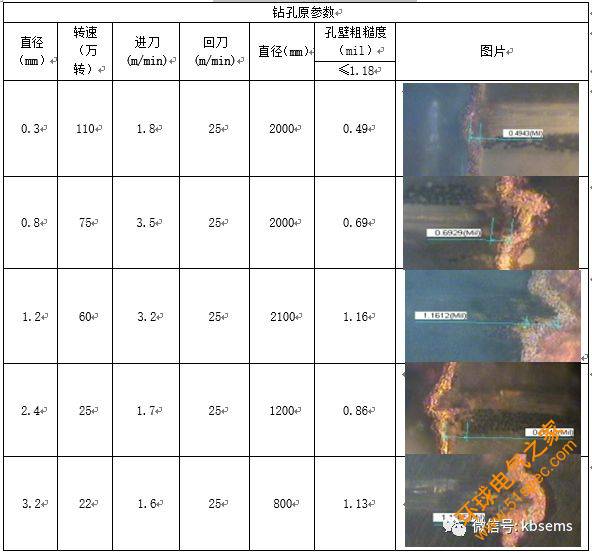
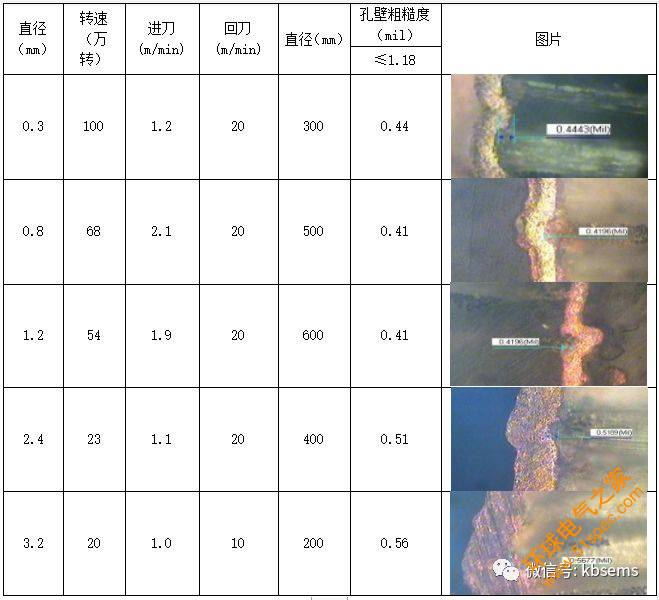
通過以上鉆圓孔對比實驗,可以發現鉆孔新參數比原參數有更好的加工效果,孔壁質量由原參數的1.16mill提升至0.56mill,可以取得很好的加工效果。
新參數:槽孔加工時主軸轉速下降10%,最低轉速不低于20krpm,進刀速度降低40%,退刀速度降低20%,使用全新刀具,且刀具壽命調為原參數壽命的80%。
四、鉆孔資料優化
短槽使用鉆孔生產,以某產品進行工藝試驗,槽孔設計如圖2。為保證和客戶需求相符,選用和客戶要求相同的某供應商1.0mm 1/1、介電常數2.55的PTFE料進行工藝試驗。
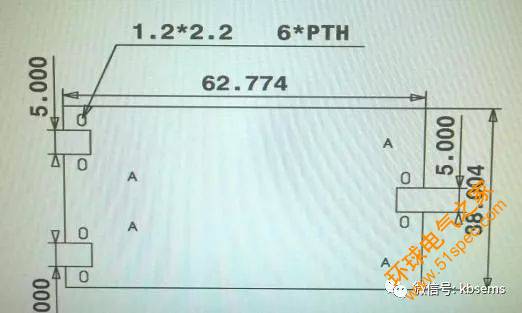
圖2 槽孔設計圖
試驗參數、方法及板電后結果記錄如下表2:
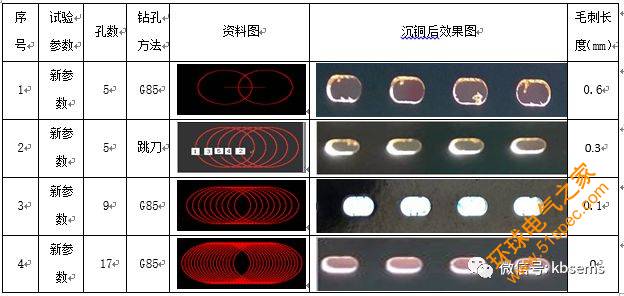
表2 鉆孔試驗參數及沉銅后效果
試驗分析:
(1)1號試驗,使用之前G85格式工程資料,參數選用優化后的新參數,鉆槽時孔密度為5孔,槽刀鉆槽的順序為1、2、3、4、5,為線性生產,鉆孔完畢,沉銅板電后,個別孔有瘤狀毛刺,超出品質接受標準。
(2)2號試驗,針對槽刀鉆孔順序進行工程資料優化,打散后重新設定鉆槽順序為跳刀鉆法,順序為1、3、5、4、2,并重新進行試驗,用優化后的新參數生產,沉銅板電后,毛刺改善效果不明顯,個別槽孔內毛刺仍舊超出標準。
(3)通過1號和2號實驗,我們發現毛刺產生的位置主要位于每個孔與孔的間隙處,故設計3號和4號實驗時,進行槽孔孔數加密,3號實驗孔數由G85格式設備默認n孔增加到2n-1孔,4號實驗孔數由G85格式設備默認n孔增加到4n-3孔,3、4號試驗,增加鉆槽孔數量至9孔(3號)和17孔(4號),并且使用線性生產方式。按照新鉆孔參數,使用新鉆孔工程資料生產后,槽孔毛刺現象進一步減少,加密至9孔的3號實驗,槽孔孔壁毛刺較小,加密至17孔的4號實驗,生產的槽孔幾乎沒有毛刺。
通過上述試驗得出結論:假定設備默認G85格式工程資料槽孔孔數為n,加工時槽孔孔數設定為4n-3,并且采用線性鉆法,槽孔可以得到非常好的加工效果。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


